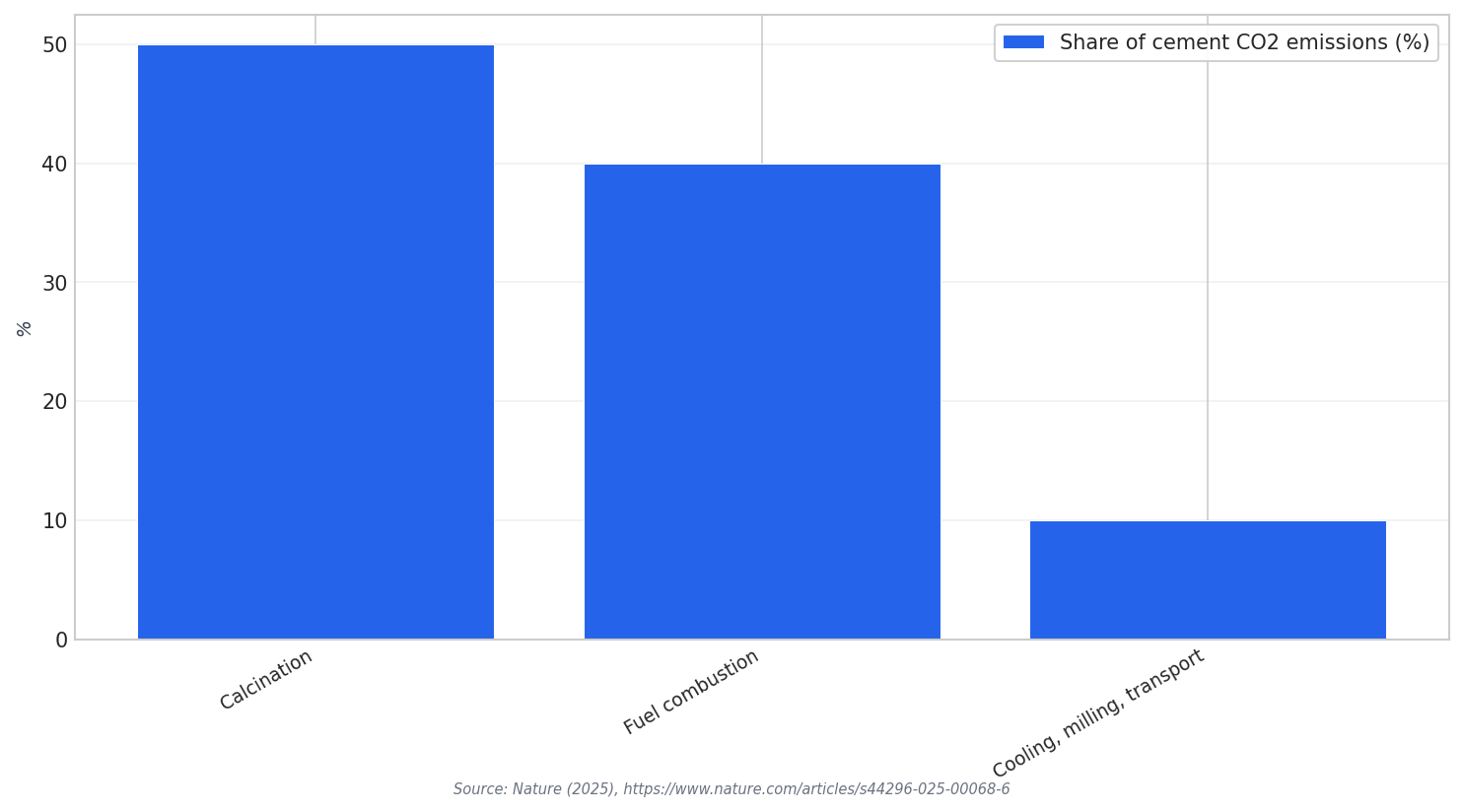
Cement decarbonization is hard because emissions come from both chemistry and heat. One source breaks cement CO2 into three buckets: about 50% from calcination, about 40% from fuel combustion, and about 10% from cooling, milling, and transportation. The same source adds that around 82% of combustion fuels are still fossil fuels, mostly coal and pet coke, used to reach around 1500°C for production. It also notes cement manufacturing is energy intensive at about 3.6 GJ per ton. For saudi cement industry decarbonization, cutting coal and pet coke matters, but it must sit alongside measures for the process emissions that do not disappear just because electricity gets cleaner.
The same Nature source emphasizes that about 85% of cement CO2 emissions come from inherent process emissions from calcination plus the heat required to reach calcination and clinkering temperatures. It states this major share cannot be decarbonized by external effects such as a green grid, and will need more challenging measures. This framing is important for Saudi Arabia because a strategy that only changes purchased electricity will not address most direct emissions. Instead, coal and pet coke reduction should be paired with deeper changes in how high-temperature heat is delivered and how much clinker is needed in the final cement.
Cutting Coal and Pet Coke: The Practical Levers
Fuel switching and electrified heat can directly target the combustion slice where coal and pet coke dominate. A commercial example outside Saudi Arabia shows what electrification is trying to achieve. Adani Cement announced a first commercial deployment of Coolbrook’s RotoDynamic Heater (RDH), stating it will be powered entirely by a large-scale renewable energy portfolio so the industrial heat is completely emission free. The announcement says the technology will decarbonise the calcination phase and enable a significantly higher substitution of fossil fuels with sustainable alternatives by providing clean heat to dry and enhance the heating value of alternative fuels. It also states an expected direct reduction of about 60,000 tonnes of carbon emissions annually, with a potential to increase 10 times in due course. For saudi cement industry decarbonization, the takeaway is not the location, but the pathway: use clean heat to cut coal and pet coke while improving alternative-fuel performance.
Clinker substitution is another central lever because it reduces the most carbon-intensive component of cement. An NRDC explainer states clinker makes up around 95% of a final cement product by mass and is responsible for 90% of emissions from concrete. The same source says other materials can be substituted to replace up to 40–50% of clinker, while increasing performance and durability, and highlights limestone calcined clay (LC3) as one such material. In parallel, the Nature source describes supplementary cementitious materials (SCMs) that include inert materials like quartz and limestone, reactive materials like slag, silica fume, fly ash, and calcined clays such as metakaolin, and notes that other solid wastes such as municipal solid waste ash, mine tailings, red mud, and recycled concrete aggregates and fines are being explored to reduce clinker content. In Saudi Arabia, scaling these approaches supports coal and pet coke reduction by lowering the overall heat demand per unit of final cement output.
Finally, industry-level coordination matters because cement plants depend on wider energy and materials systems. A Digital Journal article argues industrial ecosystems can synchronize shifts, noting that a cement plant cannot transition without low-carbon power. It also states that industrial decarbonisation technologies, from carbon capture to green hydrogen, could reduce emissions in these sectors by up to 85% if deployed effectively, while current deployment remains limited, with around 50 commercial carbon capture facilities operating today and roughly 230 green hydrogen projects worldwide. While these figures are global, they underline a planning point for Saudi cement: cutting coal and pet coke is an essential step, but achieving deep reductions requires integrated supply chains for clean power, alternative fuels, and low-clinker binders, plus readiness for harder measures where needed.
What does "saudi cement industry decarbonization" focus on in practice?
How are cement CO2 emissions split across main sources?
Why is cutting coal and pet coke not enough on its own?
What is an example of electrified industrial heat for cement?
How can clinker substitution support decarbonization?
Talk to us for your needs in:
-
Energy Efficiency Consulting
-
Renewable Energy Integration
-
Smart Grid Solutions
-
Market Entry Strategy
-
Sustainability Assessment
-
Project Management Excellence
-
Energy Market Research
-
In-Depth Market Survey for Energy
-
Market Intelligence and Insights in Energy
-
Feasibility Study and Assessment in Energy
-
Saudi Energy Benchmarking